 مرکز لیزرهاب مرکز تخصصی خدمات جوش جوش لیزر
مرکز لیزرهاب مرکز تخصصی خدمات جوش جوش لیزر
نوشته های مرتبط
بهبود جوشپذیری سوپر آلیاژ اینکونل 718 در جوشکاری لیزر پالسی با انجام عملیات پیش سرد
مقدمه
جوشکاری لیزر اینکونل 718. سوپرآلیاژ های پایه نیکل از جمله مواد مهندسی پیشرفته فلزی هستند که به صورت گسترده ای در صنایع مختلفی استفاده می شوند. صنایعی مانند صنایع نیروگاهی، صنایع نفت و گاز و پتروشیمی، صنایع هسته ای، صنایع شیمیایی و دیگر صنایع مهم. علت این گسترش فزاینده در مصرف و استفاده از این آلیاژها خصوصیات منحصر بفرد آنهاست. است ازجمله آنها می توان به استحکام کششی، استحکام خزشی و ضربه پذیری در دمای محیط و در دماهای بالای کاری، مقاومت به خوردگی و اکسیداسیون دمای بالا اشاره نمود. سوپرآلیاژها در یکصد سال گذشته تنوع و گسترش قابل توجهی داشته اند. این مسأله به دلیل استقبال وسیع صنایع مختلف و در حال پیشرفت و از طرفی ایجاد تکنولوژی ها و فرایند های پیشرفته ساخت و تولید است.
تقسیم بندی سوپرآلیاژها
امروزه تقسیم بندی های متنوعی از سوپرآلیاژ های پایه نیکل وجود دارد. این تقسیم بندی بر اساس نوع ریزساختار و دانه بندی آنهاست. که شامل سه گروه تک کریستال، انجماد جهت دار و چندکریستال است. سوپرآلیاژ های چندکریستال پایه نیکل خود دارای تقسیم بندی سه گانه هستند. در نسل اول، آلیاژ بر اساس رسوبات گاماپرایم (‘γ) با ترکیب شیمیایی Ni3Al یا (Ni3Al,Ti) مستحکم می شود. این آلیاژها به دلیل وجود تیتانیم و آلومینیم به ترک های پیرکرنشی(Strain Age Cracking:SAC) حساس می باشند. این مشکل باعث شد نسل دوم و سوم سوپرآلیاژهای پایه نیکل گسترش پیدا کنند.
نسل دوم و سوم سوپرآلیاژها
آلیاژهای نسل سوم براساس رسوبات گاما دابل پرایم (″γ) با ترکیب شیمیایی Ni3Nb مستحکم می شوند و نسبت به ترک های پیرکرنشی مقاوم ترند. حضور نیوبیم در ترکیب شیمیایی این آلیاژ ها مشکلاتی را بهمراه داشت. ترک های انجمادی (Solidification Cracking) و ترک های ذوبی (Liquation Cracking) از این قبیل مشکلات بودند. از این رو نسل سوم سوپرآلیاژ های پایه نیکل در حال گسترش و تکامل است تا بتواند علاوه بر بهبود خواص مکانیکی دمای بالا و ایمن بودن به ترک های پیرکرنشی، به ترک های ناشی از تشکیل فازهای حساس کاربید نیوبیم و لاوه نیز مقاوم باشد. این آلیاژ ها همزمان حاوی عناصر نیوبیم، تیتانیم و آلومینیم هستند. از این جمله می توان به سوپرآلیاژ اینکونل 718 اشاره کرد.
جوشکاری لیزر اینکونل 718
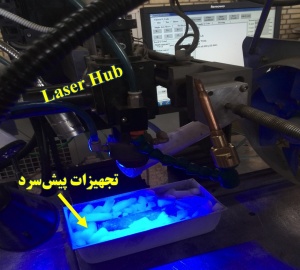
تکنیک های متنوعی برای جوشکاری اینکونل 718 پیشنهاد شده است. از این جمله می توان به انواع جوشکاری های قوسی، جوشکاری لیزر اینکونل 718 و جوشکاری با پرتوی الکترونی اشاره کرد. تلاش های فراوانی در سال های اخیر برای بهبود جوش پذیری و کاهش حساسیت به ترک در این آلیاژها صورت گرفته است. یکی از این روش ها تنظیم و بهینه سازی ترکیب شیمیایی این آلیاژ ها مخصوصا مقادیر مختلف کربن، نیوبیم و تیتانیم است. در روش های جدیدتر گرمای ورودی جوشکاری تا حد ممکن کاهش یافته است. از جمله این روش ها می توان به جوشکاری لیزر اینکونل 718 اشاره کرد. در پژوهشی که در مرکز تحقیقاتی و صنعتی لیزر ایران انجام شده گرفته است، سعی شده تا با انجام عملیات پیش سرد، حساسیت به ترک های ذوبی کاهش یابد. سایر خدمات پژوهشی قابل انجام در مرکز و آخرین دستاوردهای پژوهشی مرکز را در لینک های زیر ببینید.
تکنیک جوشکاری لیزر اینکونل 718 و تجهیزات آن
- ورق فورج شده با ضخامت 3 میلیمتر ازجنس سوپرآلیاژ اینکونل 718
- دستگاه جوشکاری پرتوی لیزر (Nd:YAG) با توان حداکثری 10 کیلو وات
- مشخصه یابی ترکیب شیمیایی و ریزساختار با استفاده از میکروسکوپ نوری، میکروسکوپ الکترونی روبشی مجهز به EDAX
- تکنیک های متداول متالوگرافی
- اندازه گیری های نرم افزاری فازی
نتایج پژوهش
هدف از انجام این تحقیق بررسی اثر عملیات پیش سرد روی جوشپذیری سوپرآلیاژ رسوب سخت شونده پایه نیکل نسل سوم 718 نظیر ترک های انجمادی و ترک های ذوبی است.در این پژوهش، جوشپذیری این آلیاژ با استفاده از عملیات پیش سرد افزایش یافت. در جوشکاری لیزر اینکونل 718، استفاده از لیزر Nd:YAG پالسی در این پژوهش نیز باعث کاهش مناطق مستعد به ترک در مقایسه با روش های مرسوم جوشکاری نظیر TIG یا MIG/MAG شده است. نتایج محاسبات عددی با استفاده از رابطه رزنتال نشان داد که طول مناطق مختلف جوش شامل MZ، PMZ و HAZ با اعمال شرایط پیشسرد به ترتیب 46، 46 و 56 درصد کاهش مییابد.
نتایج محاسبات تجربی با استفاده از نرمافزار Image J نیز نشانداد که طول PMZ و HAZ و همچنین مساحت HAZ با اعمال شرایط پیشسرد به ترتیب 2/1، 2/5 و 2/5 برابر کاهش یافته است. با کاهش دمای قطعه از 200+ به 30- درجه سانتیگراد عمق نفوذ جوش لیزر پالسی Nd:YAG از 1624 به 1450 میکرومتر کاهش و نسبت WTOP/WNECK نیز از 1/45 به 1/24 کاهش یافت. همچنین پروفیل سختی در دماهای 30- و 200+ درجه سانتیگراد نشان داد که با اعمال شرایط پیشسرد سختی فلزجوش افزایش می یابد.
سایر نتایج این پژوهش از قبیل پارامترهای مورد استفاده، نوع بکارگیری عملیات پیش سرد، نحوه انجام کار، تصاویر ریزساختاری و غیره در مقاله ی چاپ شده در ژورنال journal of manufacturing process از طریق این لینک و یا لینک زیر در دسترس است.
دانلود مقاله