 مرکز لیزرهاب مرکز تخصصی خدمات جوش جوش لیزر
مرکز لیزرهاب مرکز تخصصی خدمات جوش جوش لیزر
نوشته های مرتبط


جوشکاری لیزر Nd:YAG پالسی فولاد زنگ نزن رسوب سخت شونده 17-4 PH و بهبود جوشپذیری در اتصال همجنس این فولاد
مقدمه
جوشکاری لیزر فولاد زنگ نزن. طبقه بندی فولادهای زنگ نزن رسوب سخت شونده بر اساس ریز ساختار آنها می باشد. این آلیاژها به سه گروه مارتنزیتی، نیمه آستنیتی و آستنیتی تقسیم بندی می شوند. مقاومت به خوردگی خوب بواسطهی کرم موجود در این آلیاژها می باشد. استحکام بالا ناشی از توزیع یکنواخت رسوبات ریز بین فلزی می باشد. در این میان فولاد زنگ نزن مارتنزیتی 17-4 PH پرکاربردترین فولاد زنگ نزن رسوب سخت شونده می باشد. از جمله ویژگی های این آلیاژ می توان به سهولت تولید، استحکام بالا، چقرمگی نسبتا خوب، نسبت استحکام به وزن بالا و مقاومت به خوردگی خوب اشاره کرد. چنین ویژگی هایی سبب بکارگیری گسترده این آلیاژ در تجهیزات دریایی، صنایع شیمیایی، صنایع نظامی و نیروگاه های هسته ای شده است.
جوشکاری فولاد زنگ نزن
جوشکاری قوسی این آلیاژ به روش های متداول همچون GTAW به طور گسترده استفاده شده است. اما در این روش ها گرمای ورودی زیاد بوده و اندازهی HAZ بزرگ می باشد. از طرفی به دلیل اینکه در فولاد زنگ نزن 17-4 PH نه فلز جوش و نه فلز پایه داکتیلیته و ضربه پذیری فولادهای زنگ نزن آستنیتی را ندارند، باید مانع از تمرکز تنش و افزایش تنش در هنگام جوشکاری شد. یکی از روش های کاهش تنش استفاده از فرایندهای جوشکاری با دانسیته انرژی بالا مانند لیزر است. جوشکاری لیرز فولاد زنگ نزن به علت باریک و کوچک بودن نقطه اثر لیزر و درنتیجه کم بودن حرارت ورودی به قطعه جوشکاری، منطقه HAZ باریک و کوچکی دارد. به همین ترتیب تنش پسماند در آن ناچیز و احتمال اعوجاج در آن کاهش قابل ملاحظه ای دارد.
ترک های داغ در جوشکاری فولاد زنگ نزن
ترک داغ به ندرت در حین جوشکاری لیزر فولاد زنگ نزن 17-4 PH گزارش شده است. دلیل این ترک های داغ تردی فلز ناشی از فاز مذاب مس یا تردی فلز مایع بیان شده است. مطالعات بسیاری بر روی حساسیت به ترک انجمادی در فولاد های زنگ نزن رسوب سخت شونده مارتنزیتی انجام شده است. حین جوشکاری GTA فولادهای زنگ نزن PH مارتنزیتی ریزساختار به صورت %100 فریتی منجمد می شود. همچنین در این حالت مقاومت خوبی به ترک انجمادی دارند. با این وجود فولاد زنگ نزن 17-4 PH حین جوشکاری ترکیبی لیزر- قوس و جوشکاری اتوژن لیزر به ترک انجمادی حساس است. عواملی که منجر به ترک انجمادی می شوند عبارتند از: ریزساختار حساس به ترک آستنیت و نسبت عمق به عرض بالای حوضچه جوش. استفاده از پیشگرم باعث کاهش گرادیان حرارتی و جلوگیری از استحالهی فریت به آستنیت شده و از بروز ترک انجمادی جلوگیری می کند.
جوشکاری لیزر فولاد زنگ نزن
با توجه به کاربرد این آلیاژ در قطعات حساس و نیاز به روش جوشکاری با دقت ابعادی بالا و حداقل اعوجاج، کاربرد روش های جوشکاری با دانسیته انرژی بالا مانند جوشکاری لیزر فولا زنگ نزن و جوشکاری پرتو الکترونی رو به افزایش است. گزارشات کمی درمورد جوشکاری با منابع با توان بالا مانند جوشکاری لیزر فولاد زنگ نزن 17-4 PH وجود دارد. پژوهش پیش رو قصد دارد جوش پذیری، حساسیت به ترک و پارامترهای بهینه در جوشکاری لیزر این فولاد را بررسی کند. همچنین مزیت های آن نسبت به روش متداول جوشکاری قوسی را ارزیابی نماید. فرض بر این است که با انجام عملیات جوشکاری لیزر بتوان میزان تنش پسماند و اعوجاج را کاهش داد. همچنین با کاهش مناطق مستعد به ترک، جوشپذیری را نسبت به روش های متداول قوسی بهبود داد.
تجهیزات و امکانات آزمایشگاهی
- ورق نوردی با ضخامت 5 میلیمتر ازجنس فولاد زنگ نزن 17-4 PH
- دستگاه جوشکاری پرتوی لیزر (Nd:YAG) با توان حداکثری 10 کیلووات
- مشخصه یابی ترکیب شیمیایی و ریزساختار با OM و SEM مجهز به EDAX
- تفرق اشعه ایکسXRD
- تکنیک های متداول متالوگرافی
- اندازه گیری های نرم افزاری فازی
نتایج پژوهش
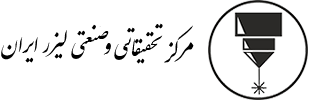
در این پژوهش ابتدا جوشکاری لیزر فولاد زنگ نزن به صورت اتوژن انجام شد و پارامترهای بهینه بدست آمد. سپس جوشکاری لیزر فولاد زنگ نزن گرید PH-17 به صورت اتصال همجنس با استفاده از لیرز Nd:YAG پالسی با موفقیت انجام گرفت. در این تحقیق با استفاده از لیرز Nd:YAG پالسی عمق نفوذ 2/5 میلی متری در اتصال حاصل شد. جهت اطلاع از خدمات پژوهشی مرکز و همچنین آخرین دستاوردهای پژوهشی مرکز بر روی لینک های زیر کلیلک کنید.